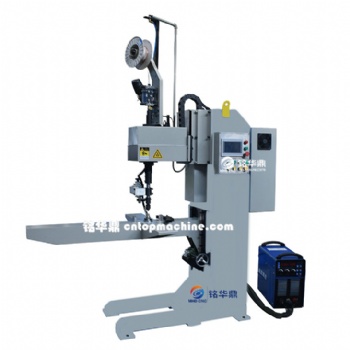
貯氣筒環(huán)縫焊接專機
I.空壓機工件信息:
1.工件直徑:350mm,、370mm,、386mm、700mm
2.工件長度: 400mm-1500mm
II.空壓機氣罐桶環(huán)縫焊接專機介紹:
1.完成氣罐兩端環(huán)焊縫焊接的自動焊接,。
2.采用氣保焊工藝,一次完成兩端環(huán)縫的焊接,。
3.焊槍固定,,工件旋轉(zhuǎn),工件一端由動力頭夾持轉(zhuǎn)動,。
4.采用雙焊槍,,雙電焊機,提高工作效率,,減少焊接變形,。
5.手動上下料方式,焊接過程自動完成,。
6.焊槍,、主軸箱及尾座沿縱向可調(diào),適應(yīng)多尺寸焊接,。
7.采用西門子PLC控制整機運行,,控制上下料,裝夾及焊接各程序執(zhí)行,。使用觸摸屏作為輸入輸出界面,,焊接長度,引收弧時間等均可通過界面輸入,。
8.采用中心孔定位,,氣動頂緊方式。
9.焊槍擺動:為滿足焊縫對接需要,,焊槍擺動滿足焊縫的寬度要求,。
10.焊接起始點自動檢測,焊完后自動回原位,。
11.可搭配直縫自動焊接專機,,提高工廠的生產(chǎn)效率,,實現(xiàn)焊接生產(chǎn)的自動化和智能化。
III.桶環(huán)縫焊接專機主要技術(shù)參數(shù):
轉(zhuǎn)臺轉(zhuǎn)速 | 0.2-2r.p.m 無級可調(diào) |
電機功率 | 0.55KW |
壓縮空氣 | 0.4-0.6MPA |
焊接電壓 | 16-40V 無級可調(diào) |
焊接電流 | 100-350A |
焊絲直徑 | 0.8mm-1.2mm |
保護氣消耗量 | 15L/MIN |
焊槍擺幅調(diào)整量 | 0-40mm |
焊槍兩邊停留時間 | 0-10秒 |
焊接方式 | 氣保焊 滿圈帶搭接量 |